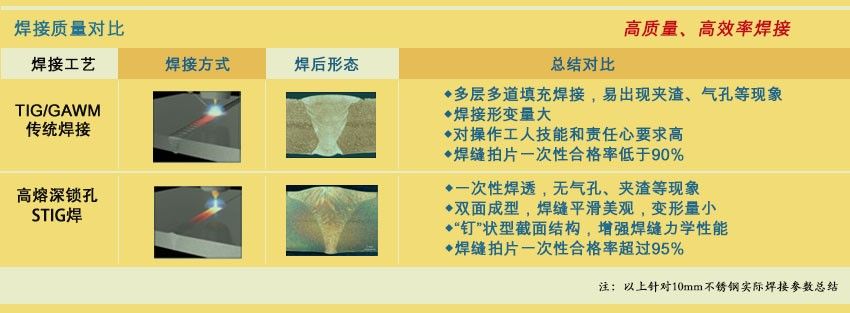
性能優(yōu)點
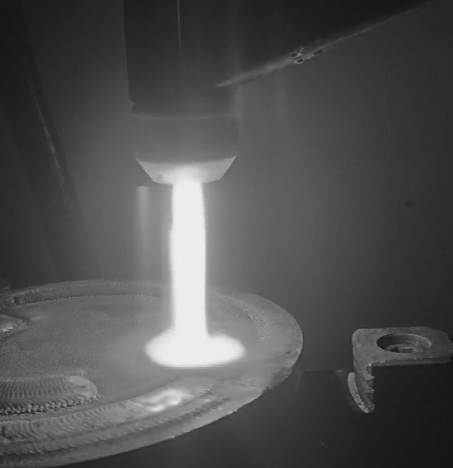
k-TIG的作用形式與傳統(tǒng)TIG焊接完全一樣,差別就是焊接過程中會形成穩(wěn)定存在的鎖孔,為什么會形成鎖孔,關(guān)鍵在于k-TIG焊電弧能量較傳統(tǒng)TIG焊大大提高,k-TIG一般選用的鎢極直徑在6MM以上,焊接電流達(dá)到600-650A,電弧電壓在16-20V。在如此高的焊接參數(shù)下,電弧電磁收縮力大大提高,宏觀表現(xiàn)為電弧挺直度、電弧力、和穿透能力都顯著增強(qiáng)。焊接時,電弧深深的扎入到熔池中,將熔融的金屬排擠到熔池四周側(cè)壁,形成鎖孔。如果電弧壓力,小孔側(cè)壁金屬蒸發(fā)形成的蒸汽反作用力以及液態(tài)金屬表面張力與金屬內(nèi)部壓力達(dá)到動態(tài)平衡,則鎖孔就會穩(wěn)定存在。隨著電弧的前進(jìn),熔池金屬在電弧后方彌合并冷卻凝固成焊縫,整個過程非常類似于等離子弧“小孔”焊接方法。
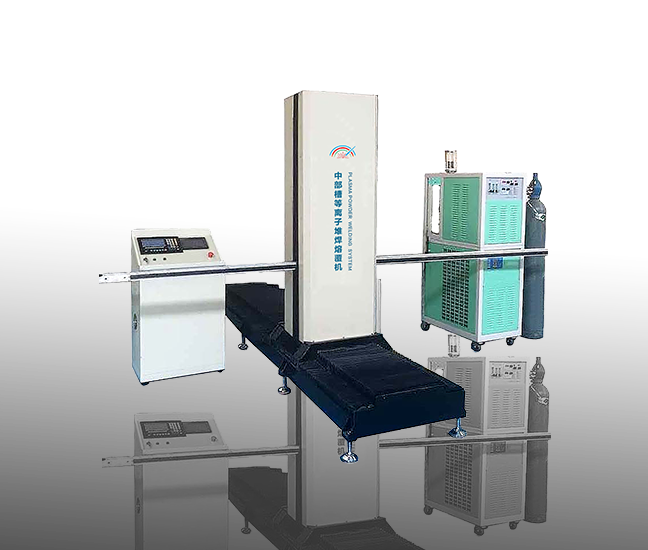
k-TIG焊接設(shè)備與傳統(tǒng)TIG焊接設(shè)備有明顯的差異,主要表現(xiàn)如下:
1.傳統(tǒng)TIG焊接電源無法提供K-TIG焊接要求的高焊接電流,因此,k-TIG電源一般為特制設(shè)備。
2.k-TIG焊接電流很大,焊*散熱要求較高,必須具有強(qiáng)力冷卻系統(tǒng)。
3.由于k-TIG強(qiáng)大的電弧擾動,氣流保護(hù)效果受到很大干擾,采用高純度保護(hù)氣體并加大保護(hù)氣流量,通常我們采用高純度氬氣用以保護(hù),如果條件具備推薦采用雙重氣體保護(hù)。
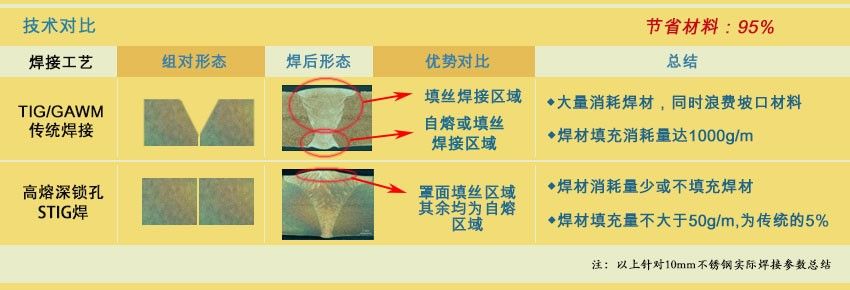
k-TIG的生產(chǎn)效率較傳統(tǒng)TIG焊大大提高。例如,在焊接速度為250-300MM/min時,可以一次焊透14MM以下不銹鋼,接頭形式為平板對接不填絲焊。如果焊接3MM的不銹鋼板,其焊接速度高達(dá)1m/min,由于k-TIG焊的熱輸入較大,一般采用平焊位置施焊,無需開坡口,焊接時一般不用添加焊絲。
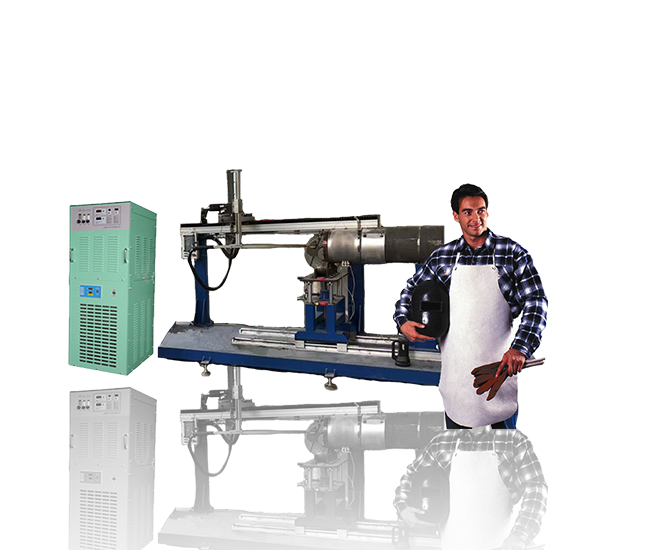
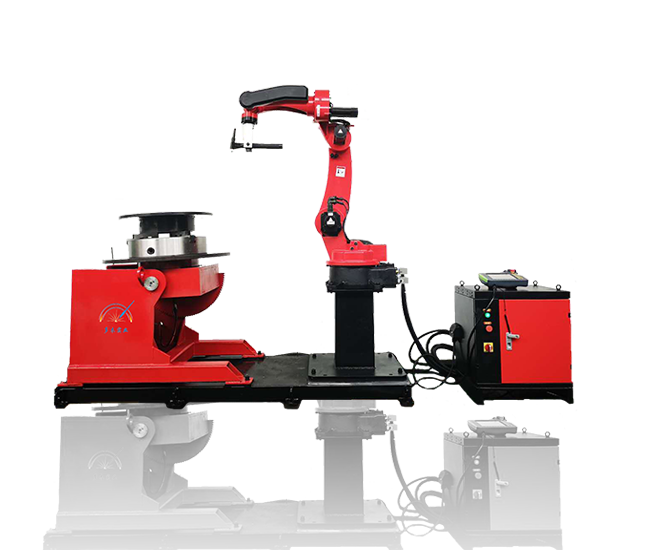
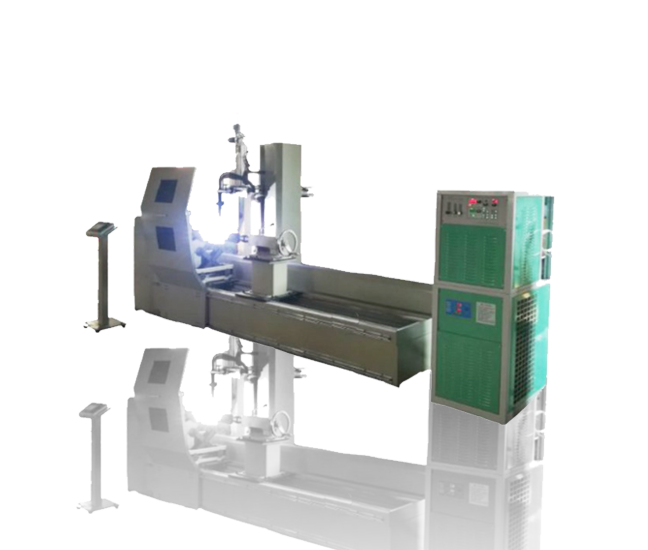
一.高溶深焊機(jī)焊接系統(tǒng)功能特點:
1. 焊接實現(xiàn)自動化。
2. 操作簡單,操作工人經(jīng)過兩天培訓(xùn)可獨立操作。
3. 焊接速度快,速度是普通TIG/GTAW的5-10倍以上。
4. 在一定厚度下,焊接工件不用開坡口,能實現(xiàn)單面焊雙面成型,焊縫美觀,變形量小,背面不用清根。
5. 背面焊縫寬度2-3毫米,正面焊縫寬度通常為板厚度的1.5倍左右。
6. 單面焊雙面成型,不需開坡口和添加焊材便可實現(xiàn)凸焊縫,必要時可同步蓋面。
7. 焊接容錯率高,在一定厚度下,焊接工件的間隙及錯邊量可達(dá)2毫米。
8. 焊接包括碳素合金鋼,不銹鋼,鈦合金,鎳基合金*合金和鋯等材料,能保證超常的焊接速度和質(zhì)量。
9. 焊接過程采用氬氣保護(hù)。
10. 焊接效率高,能耗低。
設(shè)備維護(hù)成本低。
應(yīng)用領(lǐng)域
1、石油化工行業(yè)。
2、食品和制藥行業(yè)。
3、水處理行業(yè)。
4、發(fā)電廠(包括核電工業(yè))。
5、航空航天。
6、造船。
7、鍋爐及壓力容器(主要包括:管道,熱交換器,壓力容器,儲罐,柱形物,反應(yīng)器等常壓及高壓管道容器制造過程的直焊逢和環(huán)焊縫的焊接)。
8.大型基礎(chǔ)設(shè)施建設(shè)中管道的預(yù)制及板材的拼合